

 ホームページ
ホームページ




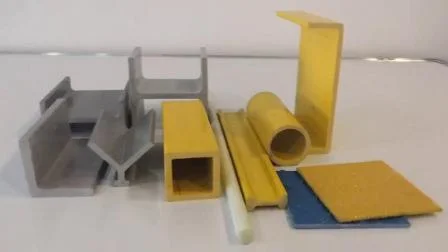
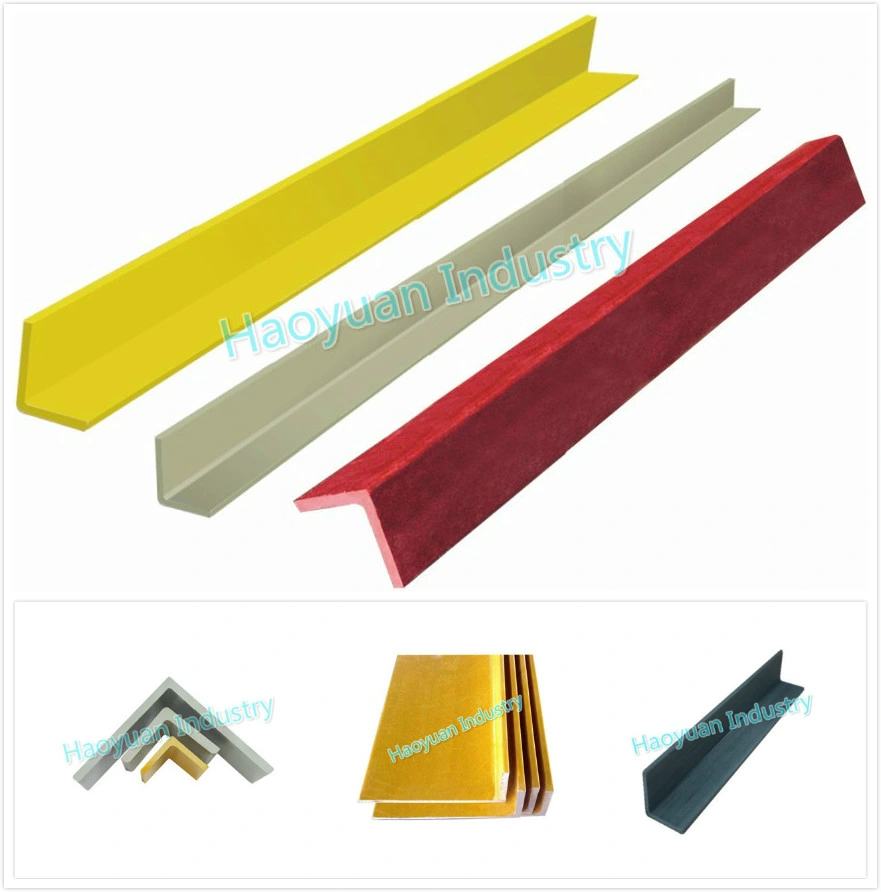
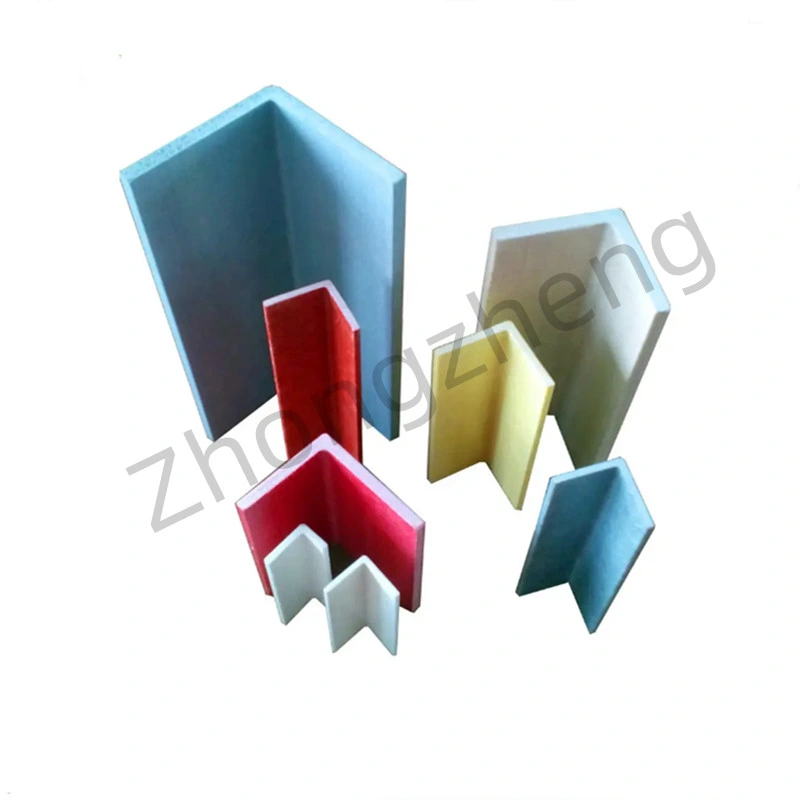
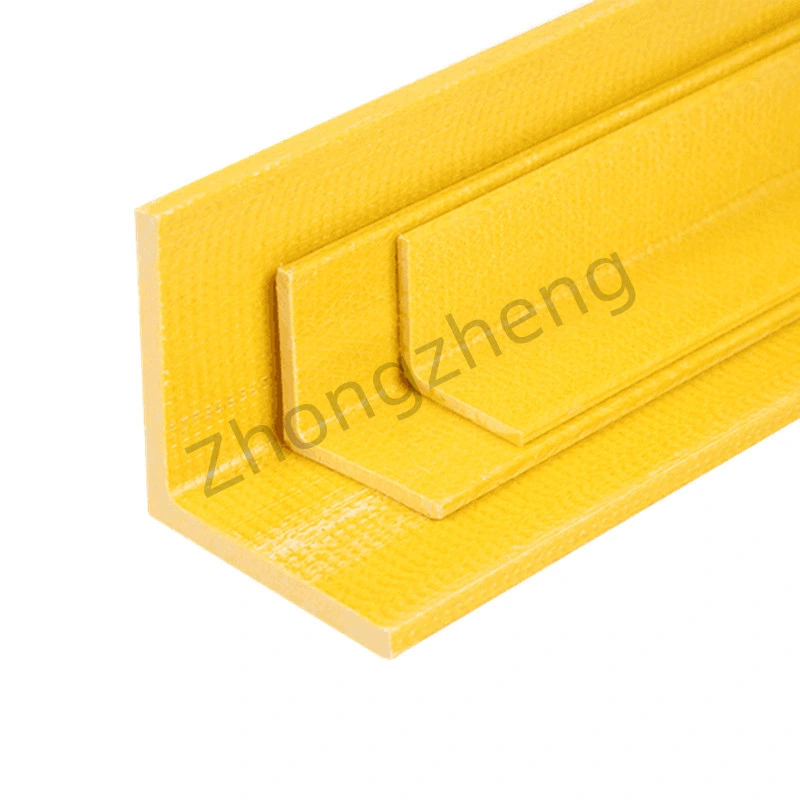
GRP の L 型コーナー プロファイルの断面 GRP、引抜成形プロファイル
FRP FRP の角度 L プロファイル セクション引抜成形プロファイル 速い詳細 引抜成形技術 引抜成形は、熱硬化性樹脂マトリックスと事前に選択された繊維強化材を使用する連続プロセスです。
基礎情報
| モデル番号。 | ZZ-10010 |
| 仕様 | ニーズに応じて |
| 商標 | 中正またはあなたの要求に従って |
| 起源 | 寧波中国 |
| HSコード | 3926909090 |
| 生産能力 | 5000トン/年 |
製品説明
GRP GRP アングル L プロファイル セクション、引抜成形プロファイル簡単な詳細
| 原産地 | 寧波 | ブランド名 | ハオユアンまたは個人 |
| テクノロジー | 引抜成形プロセス | 表面処理 | スムーズまたは個性的 |
| 材料構成 | グラスファイバーロービング、グラスファイバーマット、樹脂、充填物 | 樹脂の種類 | V型(ビニルエステル)、I型(イソフタル酸)、O型(オルソフタル酸) |
| 表面素材 | ポリエステルマット、ニードルマット、連続ストランドマット、複合マット | 応用 | 建設業 |
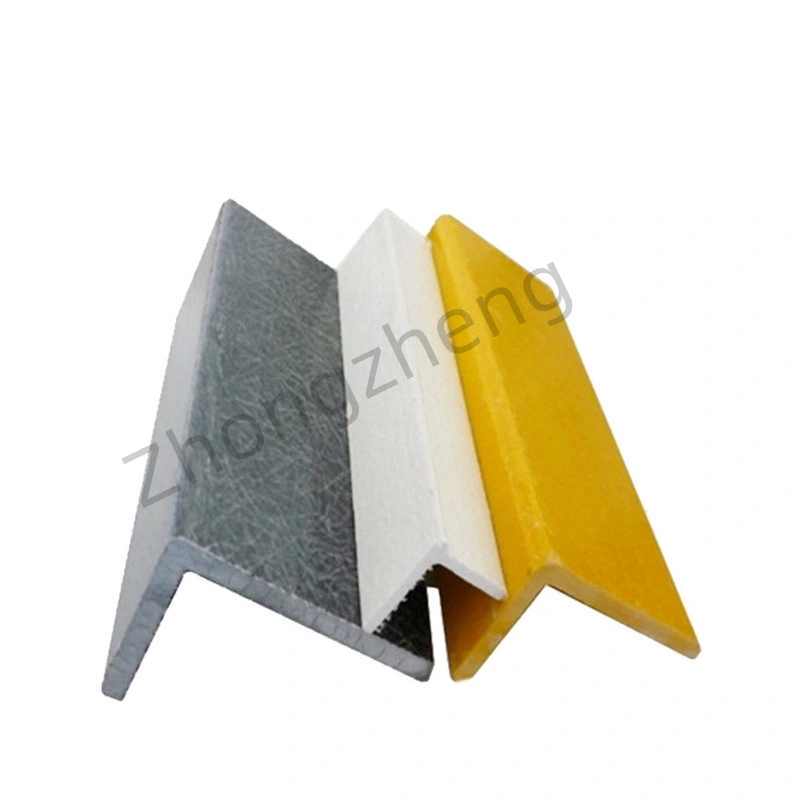
| 色 | 黄色、緑、灰色または個別 | その他の詰め物 | 水酸化アルミニウム粉末または炭酸カルシウム粉末、顔料、紫外線防止剤 |
| 証明書 | ISO9001 | 梱包情報 | ガムテープ付きスチールパレット |
引抜成形技術
引抜成形は、熱硬化性樹脂マトリックスを含む繊維強化材を使用する連続プロセスです。 グラスファイバーロービング、マット、織布またはステッチ布などの事前に選択された強化材料が、材料全体に液体の熱硬化性樹脂が完全に含浸される樹脂浴を通して引き出されます。 代表的な樹脂はポリエステル、ビニルエステル、フェノール樹脂です。 湿らせた繊維を所望の幾何学的形状に成形し、加熱したスチール製の型に引き込みます。 金型に入ると、高温を正確に制御することで樹脂の硬化が開始されます。 ラミネートは、引抜成形機によって連続的に引っ張られると、ダイの正確なキャビティ形状に固化します。 一定の断面を持つほぼすべての部品を引抜成形できます。
引抜成形プロセス
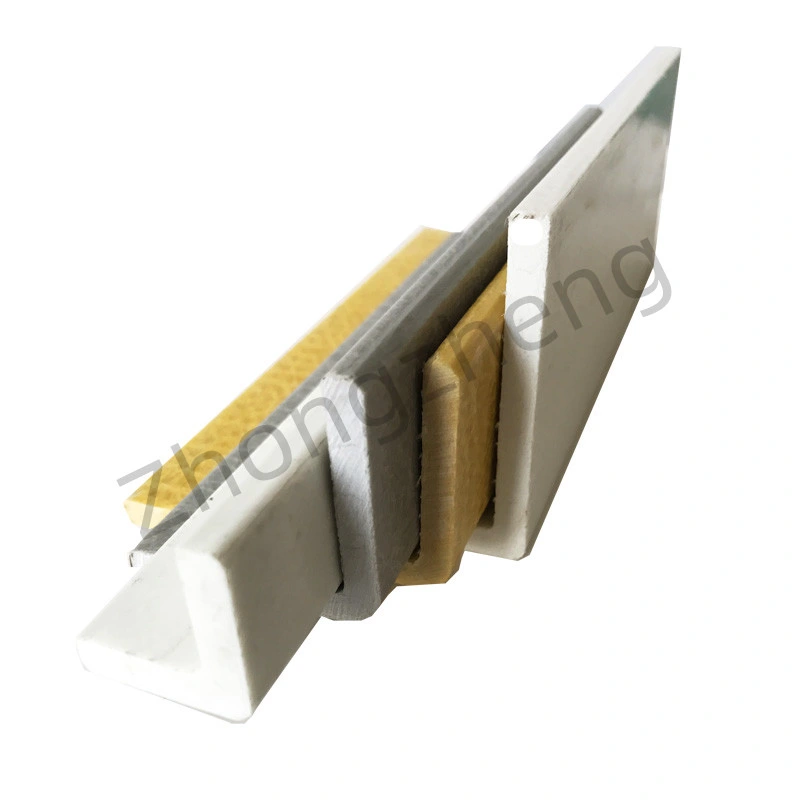
引抜成形プロファイルの特性
1.耐食性2. 軽量かつ高強度3. アンチエイジング4. 簡単なメンテナンス5. 優れた電磁特性6. 優れた断熱性
ビルト
仕様
| アングルセクション | 仕様 | 寸法(mm)A*B*T1*T2 | 重量Kg/m |
| L38 | 38*38*6,4*6,4 | 0.85 | |
| L40 | 40*40*3*3 | 0,44 | |
| L50 | 50*50*6,4*6,4 | 1.14 | |
| L76A | 76*76*6,4*6,4 | 1,77 | |
| L76B | 76*76*9,5*9,5 | 2,57 | |
| L101A | 101*101*9,5*9,5 | 3.48 | |
| L101B | 101*101*12,7*12,7 | 4,57 | |
| L152 | 152*152*12,7*12,7 | 7.03 |
性能表
私たちに送ってください